
|
�����ܹ����������ָ������ݣ�ʹ������е��Ԥ���Ĺ���˳���˶��켣���˶�������˶��ٶȵȹ�����ɹ������Զ����ƣ���Ϊ���ֳ�����ơ� �������ֳ��������ҪӦ���ڻ������Զ����ƣ��������ֳ�����ƵĻ�����Ϊ���ػ��������ػ����ܹ��ӹ���״���ӵ�������ӹ����ȸߡ�����Ч�ʸߣ��������ڸĻ��ӹ�Ʒ�֣�����ǻ����Զ�����һ����Ҫ��չ���� ����Ŀǰ�����ֳ������ϵͳ�����Լ����Ϊ������ɵģ�����������װ�á����װ�á��岹���Ϳ������Ȳ��֡�����װ�ð�Ԥ�ȱ��ƺõij���ָ��������¼��ϵͳ����Щ����ָ�������ݹ涨��������е�Ĺ���˳���˶��켣���˶�������˶��ٶȵȡ��岹�����Ǽ�����ڵ�һ�γ���������ɲ岹���㣬����������Ļ�������(��ֱ�ߵ���㡢�յ����꣬Բ����Բ�ġ���㡢�յ������)������ӹ������������ϵ�����������ꡣ���װ�ø��ݲ岹��������ִ�л�����������ָ��Ӷ�ʹ������е�ܹ���Ԥ���Ĺ켣�˶���������Э��ϵͳ�ĸ������֣�ʹ���������ɵع������������ֳ�����ƵĻ���ԭ����ͼ1�� ����  ��������������������ͼ1 ���ػ���ԭ����ͼ ����1. ���ֲ岹�㷨 ����ʵ�ֲ岹����ķ����ܶ࣬�����Ƚϲ岹���������ֻ��ֲ岹������ʱ��ָ�岹�����������岹�����ȣ��������Ƚϲ岹����(������ȽϷ�)Ӧ����㣬�ڴ�����ר�����ۡ� ������ν���Ƚϲ岹��������ÿ�ν���(�����߲���)ǰ������ͨ�������жϼӹ���(�������㡱)�Ƿ���Ԥ���Ĺ켣�ϼ������Ԥ���켣��λ�ã�Ȼ��ݴ˾������������������ַ���ÿ��һ������Ƚϡ��ж�һ�Σ�����һ����һ�������Գ�Ϊ���ȽϷ��� �������ȽϷ����Ծ����������ƽ��涨�Ĺ켣�ģ��岹���Ĺ켣��Ԥ���켣֮���������Ϊһ�����嵱��(��һ�����������Ӧ���˶�λ�ƣ�Ҳ����ν����һ������λ��)�����ֻҪʹ���嵱���㹻С����������ӹ�����Ҫ�� ������Ȼ���ػ����ӹ���������ܸ��ָ��������ֵ����ͼ�ζ�����ֱ�ߺ�Բ�����ֲ岹�õ�����ͳ�ƣ���ֱ�ߺ�Բ��������������ռ��е�ӹ������70%���ϣ���˱�����ֱ�ߺ�Բ���IJ岹Ϊ��˵�����ȽϷ�ԭ���� ������ ֱ�����ȽϷ��岹 ������ ֱ�߲岹����ԭ�� ������ʧһ���ԣ��ٶ�Ҫ�ӹ���һ�����ڴ�����ԭ�㿪ʼ��һ��ֱ��OE���յ�E������Ϊ(xe��ye)������ǰ�ӹ���m(xm��ym)��ֱ��OE�ϣ����� ����ym/xm=ye/xe ��1�� �������ߪ� ����ymxe-xmye=0�� ��2�� ����������Ƕ��� ����Fm=ymxe-xmye ��3�� ��������FmΪֱ�����Ƚϲ岹�������� ����  ����������ͼ2 ��һ����ֱ�߲岹ԭ�� ������ͼ2��֪�����ӹ�����ֱ��OE�Ϸ�����ͼ��m1�㣬����Ӧ������ֵFm1>0��Ӧʹ�ӹ�����+x�᷽�����һ�������ӹ�����ֱ��OE�·�����ͼ��m2�㣬����Ӧ����ֵ��Fm2<0��Ӧʹ�ӹ�����+y�᷽�����һ�������ӹ�����ֱ��OE�ϣ���ͼ��m�㣬����Ӧ������ֵFm=0����ʱ�ȿ�����+x�᷽�������Ҳ����+y�᷽����������ǹ涨��+x�᷽�����һ���� ����������ֱ�߲������У���������Fmʱ����Ҫ�������γ˷���һ�μ�����������������Խ�һ���� ������ӹ���i��ʱ����������Ϊ(xi��yi)���������Fi��0�������ӹ�����ֱ��OE�ϻ���OE���Ϸ�������Ӧ��+x�᷽����������i+1��������Ϊ(xi+1=xi+1��yi+1=yi)����i+1��������Ϊ ����Fi+1��=yi+1xe-xi+1ye=yixe-xiye-ye=Fi-ye ��4�� �����������Fi<0�������ӹ�����ֱ��OE���·�������Ӧ��+y�᷽����������i+1��������Ϊ(xi+1=xi��yi+1=yi+1)����i+1��������Ϊ ����Fi+1=yi+1xe-xi+1ye=yixe-xiye+xe=Fi+xe ��������5�� ��������ʽ�����������ĵ����㷨�����ڼӹ���ʼ����ԭ�㣬����ֱ��OE�ϣ����Ե��Ƴ�ֵF0=0�� �����岹����Ӧ�ý������һ���������յ��б𡣵����ߵ����յ�(xe��ye)ʱ�������Զ�ֹͣ��������ˣ��ڲ岹�����У�ÿ��һ����Ҫ�ж��Ƿ�ӹ��յ㣬�������б��������Ǽ������в岹��ӹ������ȽϷ��յ��б��ܶ࣬���������һ�ּ��ҳ��õķ����������Ϊ��������һ���������ƣ���ʼ�ӹ�ǰ��ʹ�Ƶij�ֵΪx���y��Ӧ�ý������ܲ���֮��(xe+ye)���ڽ��в岹ʱ��x���y�᷽��ÿ����һ������ʹ�������Ƶ�ֵ��1���ۡƼ�����ͱ�������ӹ��յ㣬��������ӹ��� ��������������ֱ�����ȽϷ��岹ʱ��ÿ��һ������Ҫ���������ĸ����裺 ����(a) ����б� �ж�����Fi�Ǵ��ڵ����㡢����С���㣬�Ա������һ���Ĵ����� ����(b) ������� ����ֱ��������������б�Ľ������������������ִ�л�����������ָ��(����������)�� ����(c) ������ ��������ָ������µļӹ��������Fi+1������һ�岹ѭ��ʹ�ã� ����(d) �յ��ж� ����һ����Ӧ���ܲ���������ִ�м�1���������ж��Ƿ��յ㡣���δ�����յ㣬��ת����(1)�������岹������ֹͣ�岹����ͽ����� ������ ֱ�����ȽϷ��岹���� ��������ͼ3�����㷨�岹��һ����ֱ��OE���յ�E������Ϊ(6��5)���ӹ�����˶��켣��ͼ8.21�� ����  ������������ͼ3 ��һ����ֱ�߲岹�켣 ���� �� ������ֱ�����ȽϷ��岹���� ������2��4�����ڵ�������ԭ�������ֱ�ߵIJ岹���㣬���ɵ�һ���岹��ʽ�õ��� ����  ������������������ͼ4 ������ֱ�߲岹������������� ������ Բ�����ȽϷ��岹 ������ Բ���岹����ԭ�� ������ʧһ���ԣ��ٶ�Ҫ�ӹ���һ������������ԭ��ΪԲ�ĵ�Բ��AB��Բ���������A(xa��ya)���յ�����ΪB(xb��yb)������һ����ʱ��Բ�������Ϊ��Բ�� ����  ����������ͼ5 ��һ������Բ�岹ԭ�� ��������������֪��Բ���뾶R���㪤 ���� �����赱ǰ�ӹ���ΪI(xi��yi)������Բ���岹������Ϊ ���� ����������Fi=0�������ӹ���I��Բ���ϣ�Fi>0�������ӹ���I��Բ���⣻Fi<0�������ӹ���I��Բ���ڡ����涨Fi=0ʱ����-x�᷽�������Ϊ�˱ƽ�Բ�������У� ������-x�᷽�����������ΪFi��0 ������+y�᷽�����������ΪFi<0 �������Ƚϲ岹Բ�����յ��б���ֱ�߲岹��ͬ���������� ����Ϊ���㹤���������Ƶ���һ������Բ�岹����������ĵ��ƹ�ʽ����ӹ���i��ʱ�����������ΪI(xi��yi)����Fi��0������Ӧ��-x�᷽����������i��1��������Ϊ(xi+1=xi-1��yi+1=yi)����i+1��������Ϊ ���� ������Fi<0������Ӧ��+y�᷽����������i+1��������Ϊ(xi+1=xi��yi+1=yi+1)����i+1��������Ϊ ���� �������ڼӹ���ʼ��A��Բ���ϣ����Ե��Ƴ�ֵF0=0�� �������������֪�����ȽϷ�Բ���岹��ֱ�߲岹�Ĺ�����ͬ������������б������������������յ��ж��ĸ����裻����Ǽ��㹫ʽ��ͬ������Բ���岹��Ҫ����ӹ������꣬�Թ���һ����������ʹ�á� ������ Բ�����ȽϷ��岹���� ��������ͼ5�����㷨�岹��һ������ԲAB�����A������Ϊ(4��0)���յ�B������Ϊ(0��4)��Բ��������ԭ�㣬�岹�켣��ͼ8.24���岹������̼����� ����  ����ͼ6 ��һ������Բ�岹�켣 ������ ���������ȽϷ�Բ���岹��ʽ ��������ֱ�߲岹��Ҳ�ɴӵ�һ����Բ���岹��ʽ�У��Ƶ�������������Բ��˳Բ(˳ʱ��Բ��)�IJ岹���㹫ʽ�ͽ������� ����2. ����������� ����������������������ϵͳ���õ�ִ��Ԫ�������п�����ͣ����ȷ�������ص㣬����ֱ�Ӳ������������źſ��ƣ�������Ҫ����A/Dת�������Ϊ����ϵͳ����ƴ�������ķ��㡣 �������������������/�Ƕ�ת������������ģת�����Ĺ��ܡ�������ϵͳ�У����ò�������Ѽ��������������ź�ת��Ϊ��еλ�ơ� ������ ��������Ĺ���ԭ�� �����˴���ͼ7��ʾ�����Ӿ������ʽ���ಽ�����Ϊ�������ܲ�������Ĺ���ԭ���� ����  ����ͼ7 ���ಽ������Ľṹʾ��ͼ ������ͼ7�IJ�������У�ת����ϳ��40������С�ݣ��ݺͲۿ�����ȣ���������֮��ļн�Ϊ9�㣻�����������ż����ɣ����Ǿ��ȵطֲ��ڶ��ӵ���Բ���ϣ����ڴż���н�Ϊ60�㣬��Ե������ż����һ�࣬����A��B��C���ࡣÿ�����Ӵż��Ͽ���4���ۡ�5���ݣ��ݺͲ۵ȿ������ڳݼ�ļн�Ҳ��9�㡣 �������������������Ĺ������̡������A������ͨ��(B�ࡢC�ͨ��)��ʹת�ӵ�ij�������A�ඨ�Ӵż��ijݶ���Ϊ��ʼ״̬������A��ż���B��ż���е�Ƕ����120�㣬��ʹת�ӵĵ�120��/9��=13*1/3����(�Ӵ���A��ż��������ϵij�����)����B��ż�����13����˳ʱ�����B��ż���������3�㣬����ʱͻȻ��ΪB��ͨ�硢A���C�ͨ�磬���ڴų����������£�ת�ӵĵ�13����Ҫ��B��ż��������߶��룬���ת��˳ʱ��ת��3�㡣���Ƶأ����A��ͨ��ʱ��ͻȻ��ΪC��ͨ�磬��ת����ʱ��ת��3�㡣ͨ��״̬�ĸı����������һ����У���˿�������һ��ı�ת��������A��B��C��A������˳������ʹ����ͨ��ʱ�������˳ʱ����ת������A��C��B��A����˳��ͨ�磬�������ʱ����ת������ͨ��״̬�ı��Ƶ�ʣ��Ϳ��Ըı�����ת�١����ı�ͨ����������ϵ磬��������ͻ�ֹͣת����ÿ�ı�һ��ͨ��״̬�����ת��һ���Ƕȣ��Ƶ������һ����ת���ĽǶȳ�Ϊ����ǣ��������������ͨ�緽ʽ�IJ����Ϊ3�㡣�ı䶨������ͨ��״̬�ķ�ʽ����Ϊ������������ŷ�ʽ�������Ӿ������ʽ���ಽ����������ŷ��䷽ʽ������ ������ ���������ġ���ʽ �����������������ܵķ�ʽ�����ַ�ʽÿ��ֻ��һ�ඨ������ͨ�磬�ȶ��㸽����������������С����ת�Ӽ����������ؾ���һ����ת������������ת�Ӳ��ܴ�һ���ȶ���ƽ�ȵ�ת����һ�ȶ��㣬����Ҫ���������ص������ȶ�����ȶ���Ҳ���á� ������ ���������ġ���ʽ ���ַ�ʽ�У�ͨ�����ΪA��AB��B��BC��C��CA��A����ʱ�����˳ʱ��ת������ʹ�����ʱ��ת������ͨ�����ΪA��AC��C��CB��B��BA��A���������Է�������ÿ�θı�ͨ��״̬ʱ�����ת���ĽǶ�Ϊ���������ġ���ʽ��һ�롣 �����ۡ�˫�������ġ���ʽ ���ַ�ʽÿ�ζ�������ͨ�磬��˳ʱ��ת����ͨ�����ΪAB��BC��CA��AB��������ʱ��ת����ͨ�����ΪAB��CA��BC��AB��������������롰�������ġ���ʽ��ͬ���������ȶ�����ƽ�����ȶ��Զ������ߡ� ������Ҫע����ǣ���������IJ��������������ģ�һ��Ϊ200��/�롫1000��/�롣���ͻȻ�����������������Ƶ�ʣ��ͻ���ֲ��������������Ӧ����ʧ���壬������ν�ġ�ʧ����������ˣ�Ӧע��ʹ����ؼ��ٻ���١� ������ ��������ļ�������� ������ȷ���˲���������ͺź�������·���������Ҫ�����������Ҫ��ת����ƺ�ת�ٿ��ơ�������ͼ8.26��ʾ�����ಽ����ġ��������ġ���ʽ����Ϊ����˵���������ο��Ʋ����������ԭ����ͼ��ͼ8�� ����  ������������������ͼ8 �����������ԭ�� ����ͼ�У����������������ƽӿڵ�·�ĵ�ַΪMortor-Port��A�ࡢB�ࡢC�ඨ������ֱ���Mortor_Port�ڵ�D0��D1��D2λ���ơ�Di=0(i=0��1��2)����Ӧ����ϵ磬������Ӧ����ͨ�硣 |
 ���ü��������ϵͳ
���ü��������ϵͳ ���������ϵͳ�Ļ�������ԭ��
���������ϵͳ�Ļ�������ԭ�� PC6313�ɼ�����ʹ��
PC6313�ɼ�����ʹ�� PC-6313 �ɼ������ܲ�������װʹ��ע������
PC-6313 �ɼ������ܲ�������װʹ��ע������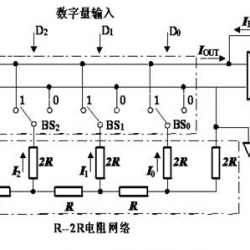 D/Aת��������ԭ��������ָ��
D/Aת��������ԭ��������ָ�� ģ�������ͨ����������ɼ�����������ʽ
ģ�������ͨ����������ɼ�����������ʽ�繤ѧϰ�� ( )
GMT+8, 2021-12-6 20:44