
|
数控加工的后置处理是CAD/CAM集成系统的重要组成部分,直接影响CAD/CAM软件的是使用效果及零件模型的加工质量。对于CAD/CAM集成系统的学习不应该只停留在CAD/CAM模块上。 一、后置处理及相关概念 1、相关概念 1)后置处理 Pro/NC模块中生成的到位数据文件(CL Data File),是以ASCⅡ码格式储存的刀具运动轨迹和加工工艺参数等重要数据信息。但在实际加工的过程中,特定加工机床的数控系统并不能识别该类型的文件,必须要将刀位数据文件转换为数控系统能识别的G代码程序,这一转换过程称为后置处理。 2)后置处理器 用来处理由CAD/CAM系统产生的刀位数据文件的应用程序称为后置处理器。 刀位数据文件包含着完成某一个零件模型加工所必需的加工指令,后置处理器就是要把这种加工指令解释为特定加工机床数控系统所能识别的信息。 3)选配文件 由于数控系统现在并没有一个统一的标准,各厂商对G代码功能的规定各不相同,所以同一个零件模型在装配不同数控系统的机床上加工所需要的代码可能是不同的。为了使Pro/NC模块产生的刀位数据文件能够适应不同数控系统的要求,需要将特定数控系统的配置、选项、要求等作为一个数据文件存放起来,进行后置处理时选择此数据文件就可以产生满足要求的加工代码,这个数据文件就是选配文件。 4)选配文件的命名规则 选配文件默认保存在“安装目录\i486_nt\gpost”下。 使用车削加工的选配文件为uncl01.pxx,适用于铣削加工的选配文件为uncx01.pxx。此处,xx为选配文件在创建时被分配的数字标识(ID)。 目录下存在的后缀名为fxx文件为对应选配文件的FIL,后缀名为sxx文件为对应选配文件的备份文件。 2、Pro/NC使用的后置处理器 Pro/NC模块中有两套不同的后置处理器。2000i以前版本采用的是ICAM公司NCPOST,2000i以后版本改用Intercim公司的G_post。 NCPSOT功能强大;G_post性价比高。 相比较而言,G_post比NCPSOT简单易用,客户自己修改起来更方便。但要求更高的话,建议使用NCPSOT。 本书只简单介绍G_post的相关内容。 Pro/NC所使用的后置处理器可以在配置文件config.pro中通过参数“ncpost_type”进行设置,系统默认的选项为“gpost”。 使用︱工具︱选项︱菜单命令,可以打开如图1所示“选项”对话框,在其中可以修改环境选项,以及其他全局设置的启动值,这些选项都可以保存在config.pro中。 |
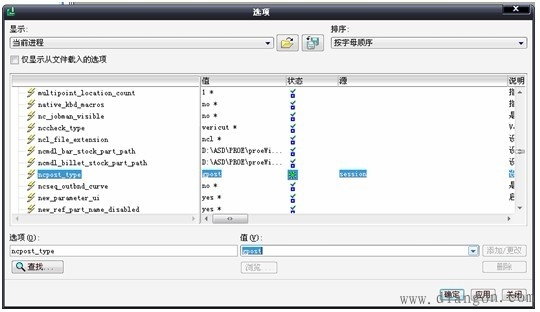 |
| 图1 配置文件config.pro对应的“选项”对话框 |
| 二、选配文件的创建 Pro/NC模块提供一些数控的选配文件,比如FANUC 15MA、FANUC 11M、FANUC 16MA等。但是系统涉及有限,为了使一般的数控机床能够处理Pro/NC生成的刀位数据文件,Pro/NC模块所带G_post后置处理器允许用户自己制作某一个系统的选配文件。 1、准备工作 要创建选配文件,首先要对加工机床和数控系统有一个了解,只有详细地描述机床数控系统的各项要求才能操作机床制造加工过程。 2、初始化新建的选配文件 1)使用︱应用程序︱NC后处理器︱菜单命令,系统可以打开并进入选配文件生成器界面,如图2所示。 |
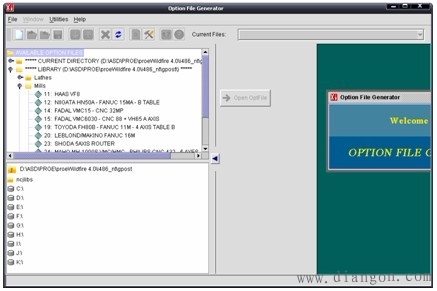 |
| 图2 选配文件生成器界面 |
| 其中“File”菜单如图3所示,选配文件的文件操作主要在此菜单中进行。 |
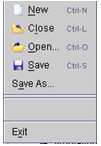 |
| 图3 “File”菜单及功能 |
| 其中“Utilities”菜单如图4所示,用于改变工具条显示的位置、字体和颜色等。 |
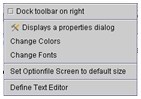 |
| 图4 “Utilities”菜单及功能 |
| 其中“Help”菜单如图5所示,用于提供帮助信息。 |
| 图5 “Help”菜单及功能 |
| 下面创建3轴铣床的选配文件为例,说明选配文件的制作过程和方法。 2)使用︱File︱New︱菜单命令,系统弹出如图6所示的“Define Machine Type”对话框,用于定义机床类型。 |
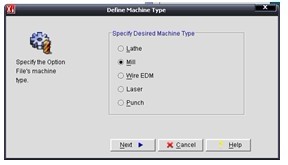 |
| 图6 “Define Machine Type”对话框 |
| “Define Machine Type”的具体内容: “Lathe”:车床 “Mill”:铣床(加工中心) “Wire EDM”:线切割 “Laser”:车激光加工 “Punch”:冲裁 选中机床类型为“Mill”,按钮“Next”按钮。 3)系统打开如图7所示的“Define Option File Location”对话框,用于定义选配文件的名称和标识号。 |
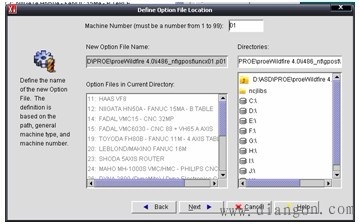 |
| 图7 “Define Option File Location”对话框 |
| 其中要求文件名称必须是确定的,对于铣削加工为uncx01,文件扩展名pxx,其中xx就是标识号,输入范围是1~88。 “系统安装目录\i486_nt\gpost”为后置处理 选配文件的存放目录,不允许更改。 图8所示在左侧的文件列表框中已经列出了系统提供的和用户已经定义好的选配文件。 在标识号处输入01,按Next按钮。 4)系统打开如图10所示的“Option File Initialization”对话框,用于选择以何种方式初始化选配文件。 |
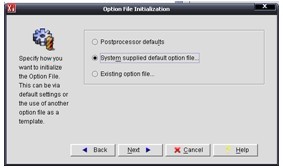 |
| 图10 “Option File Initialization”对话框 |
| 此处选择第2项“用系统提供的默认选配文件作为模版,按Next按钮。 5)系统打开如图11所示的“Select Option File Tempate”对话框,用于选配文件。 |
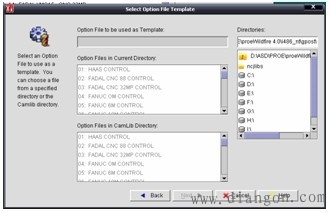 |
| 图11 “Select Option File Tempate”对话框 |
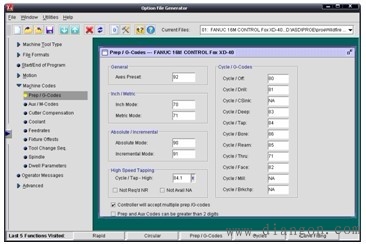
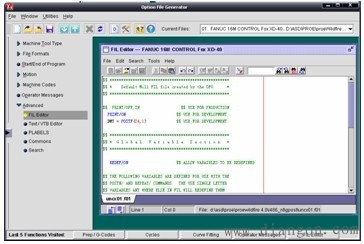
| 此处选择第10个“FANUC 16M CONTROL”,按Next按钮。 6)系统打开如图12所示的“Option File Title”对话框,用于输入选配文件的主题。 |
 |
| 图12 “Option File Title”对话框 |
| 此处输入“FANUC 16M CONTROL For XD-40”作为主题,该主题在以后打开此选配文件进行修改时,将显示在文件列表框中,按Next按钮。 此时“Option File Generator”对话框如图13所示,至此,已经完成了选配文件的初始化。 |
 |
| 图13 完成初始化后的“Option File Generator”对话框 |
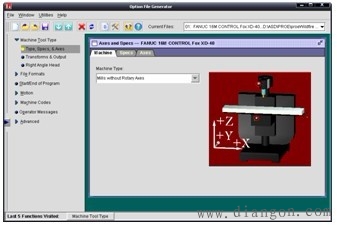
| “Type,Specs,&Axes” 机床类型; “File Formats” 文件格式; “Start/End of Program” 程序起始与结束; “Motion” 插补运动代码; “Machine Codes” 机床加工代码等; “Operator Messages” 操作符信息; “Advanced” 高级选项。 三、选配文件的参数设置 在“Option File Generator”对话框,左边是系统的主菜单,每一项都是要设置的逐项,右边为具体的设置内容。 1) 机床联动轴数设置内容,如图14所示。 (1)铣削加工机床是没有回转周轴的铣床,典型的三轴铣床选择此项,实际中请根据使用机床的联动轴数选择。 (2)直线轴和回转轴运动及代码属性设置内容,应根据机床数控系统的具体要求来进行不同配置的选择。 |
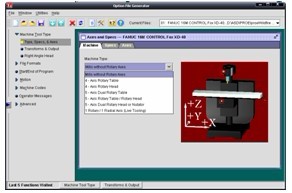 |
| 图14 机床联动轴数设置内容 |
| 2) 文件格式及设置,如图15所示。 后置处理器在输出NC程序时,同时输出一个文档,包含一些信息、错误信息、行程、刀具材料等,这就形成了List列表文件。 “Option File Title”:此处可以修改在创建文件时输入的选配文件的标题。系统的最大允许字符为66。 “Verification print ”:信息打印选项。当一个刀位数据文件经后置处理后,可打印确认信息列表,来帮助使用者资料的收集。 |
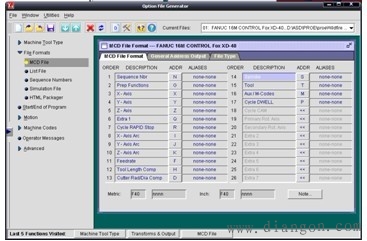 |
| 图15 文件格式及设置 |
| 3) 程序起始与结束设置,如图16所示。 General选项页设置的内容: Format:基本格式。 DNC Format:数控加工的数据文件式适合在分布式在分布数控系统环境下使用。 EOB char at end each of each block tape image.。 Output:输出选项。 Prpgram number:程序编号,在Prog#选项页中设置此选项以通知后处理器如何在加工程序的开始处获得此程序号。 Time stamp::在程序代码的最前面以系统信息的格式输出时间和日期信息。 |
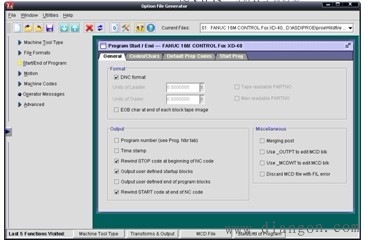 |
| 图16 General 选项页设置内容 |
| 4) 机床运动相关设置,如图17所示。 |
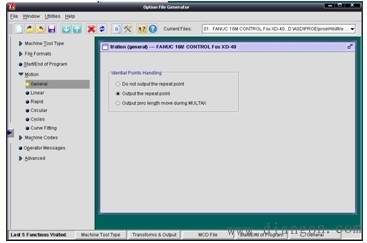 |
| 图17 机床运动相关设置子项 |
| ①General选项页设置的内容,如图18所示。 |
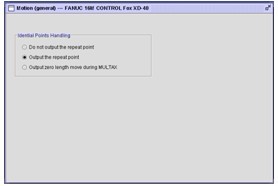 |
| 图18 General选项页设置的内容 |
| ②Linear选项页设置的内容如图19所示,用于设置直线插补的G代码。 |
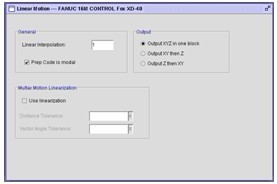 |
| 图19 Linear选项页设置的内容 |
| ③Rapid选项页设置内容如图20所示,用于设置与快速运动有关的参数。 |
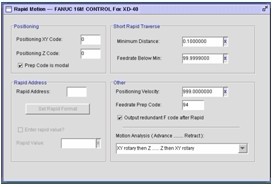 |
| 图20 Rapid选项页设置内容 |
| ④Circular主选项中General选项页设置内容,如图21所示。 |
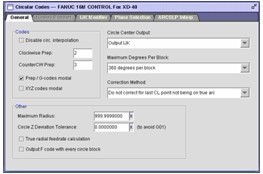 |
| 图21 Circular主选项中General选项页设置内容 |
| ⑤Cycles主选项中包含多个选项页设置的内容,如图22所示,主要用于固定循环的一些参数的设定。 |
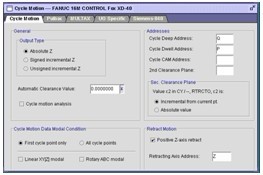 |
| 图22 Cycles主选项中包含多个选项页设置的内容 |
| ⑥Curve Fitting选项页设置如图23所示,用于曲线拟合的一些参数。 |
 |
| 图23 Curve Fitting选项页设置内容 |
| 5) 机床加工代码相关设置,如图24所示。 |
 |
| 图24 机床加工代码相关设置子项 |
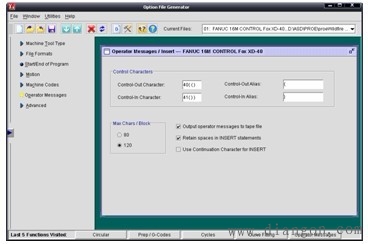
| 6) 操作提示信息相关设置,可以定义操作信息格式,如图25所示。 |
 |
| 7)高级选项相关设置,如图26所示。 |
|
 UG NX6的功能
UG NX6的功能 Pro/ENGINEER数控车削加工
Pro/ENGINEER数控车削加工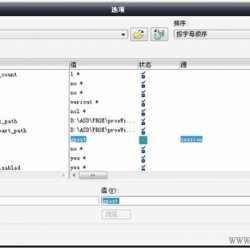 Pro/ENGINEER数控加工的后置处理
Pro/ENGINEER数控加工的后置处理 Pro/ENGINEER 曲面加工
Pro/ENGINEER 曲面加工 Pro/ENGINEER局部加工
Pro/ENGINEER局部加工 Pro/ENGINEER腔槽加工
Pro/ENGINEER腔槽加工电工学习网 ( )
GMT+8, 2021-12-6 20:44