
|
1.腔槽加工概述 腔槽加工是“加工”菜单中的“腔槽加工”选项。在Pro/NC中,腔槽是一个不封闭的空间形状。 腔槽加工实际上是型腔加工和轮廓加工的综合。 在Pro/NC中,腔槽加工的操作过程:制造︱加工︱NC序列︱腔槽加工︱,即可进入腔槽加工的操作。 2.腔槽加工的设定 进行腔槽加工时,要首先设定好需加工的腔槽区域,根据加工轮廓设定菜单中的选择项来指定加工腔槽区域, 1、“模型”:直接参考模型上指定加工表面。 2、“工件”:从毛坯上指定加工表面。 3“铣削体积块”:用创建体积块的方法指定曲面轮廓,高度即为加工轮廓的高度。 4、“铣削曲面”:用户可选任意曲面作为加工轮廓,还可以选择零件的整个为轮廓作为加工轮廓。 3.腔槽加工加工参数的设定 在“加工参数设定窗口”中,设定腔槽加工参数。在对话框中输入参数值,如图1所示。 |
 |
| 图1 参数设置提示框 |
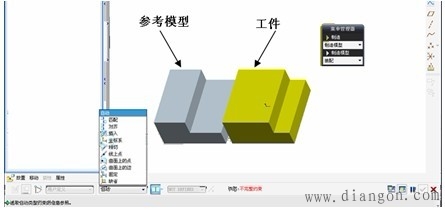
| 参数项说明: (1)“CUT_SPEED”:加工时的进给速度。 (2)“STEP_DEPTH”:分层铣削中每一层的加工厚度,即加工过程中刀具不与工件、夹具发生碰撞的距离,一般取安全高度值为3~5mm。 (3)“STEP_OVER”:加工轨迹中相邻两条走刀轨迹间的刀具重合宽度,该参数应小于刀具直径,一般取刀具半径值。 (4)“SPINDLE_SPEED”:机床主轴转速。 (5)“PROF_STOCK_ALLOW”:侧向表面加工余量。 (6)“WALL_SCALLOP_HGT”:侧向表面的残留高度。 (7)“BOTTON_SCALLOP_HGT”:底面的残留高度。 4.加工实例 (1)装配零件参考模型 在“制造”管理器菜单中,单击︱制造模型︱装配︱参照模型︱,系统显示打开对话框,选取“参照模型”。“参照模型”如图2所示。 |
 |
| 图2 参考模型 |
| (2)装配工件模型 在“制造”管理菜单中,单击︱制造模型︱装配︱工件︱,系统显示打开对话框,选取“工件”。“工件”如图3所示。 |
 |
| 图3 工件 |
| (3)参照模型与工件的装配 参照模型与工件的装配,实际上与装配模块基本相同,过程如图4所示。 |
 |
| 图4 装配过程图 |
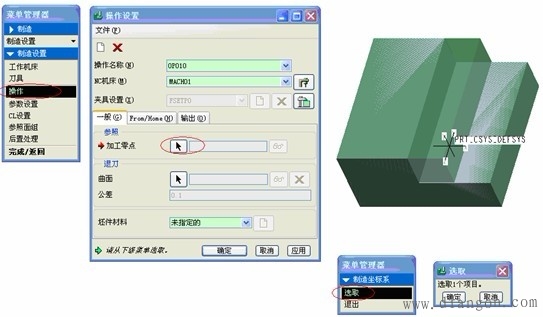
| (4)操作设定 在“制造”管理器中,单击“加工”,系统显示“操作设置”对话框,操作设定包括坐标系的设定和机床的设定两个方面,操作设置对话框如图5所示。 |
 |
| 图5 操作设置对话框 |
| 一.(1)设定坐标系 操作过程如下设置:︱制造设置︱操作︱加工零点︱选取︱完成︱,如图6所示。 |
 |
| 图6 制造设置 |
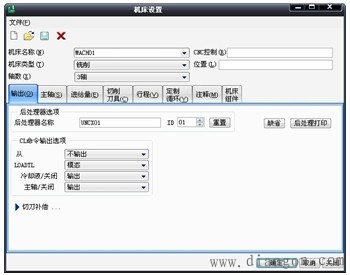
| (2)机床的设定 机床设定为三轴铣床,如图7所示。 |
 |
| 图7 机床设置对话框 |
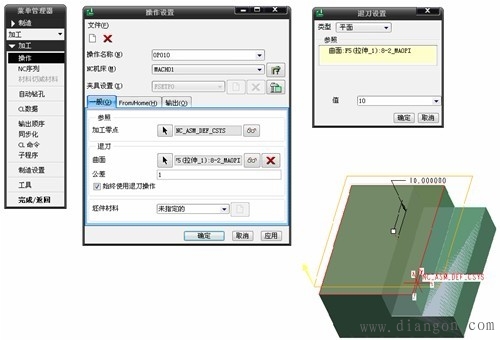
| (3)设置退刀平面 在“退刀选取”单击 |
 |
| 图8 退刀面的设定 |
| (4)、NC序列设置 ①NC序列名的设定 在信息栏中输入NC序列名称。 ②刀具的设定 输入NC序列名称后,系统自动显示“刀具设置”对话框,设置铣刀的直径值为8,长度为40,如图9所示,单击应用则会把此刀具添加到左边的刀库中,单击确定按钮完成刀具的设定。 |
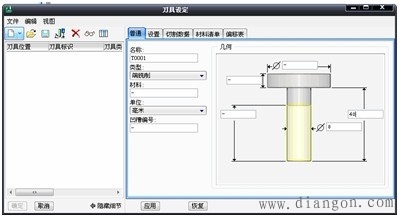 |
| 图9 刀具设置对话框 |
| ③加工参数的设定 根据加工要求合理的选择加工参数,可以有效的提高加工效率和加工质量从而降低加工成本。如图1所示。 (5) 腔槽加工 ①进行腔槽加工的过程,选择过程为︱加工︱NC序列︱腔槽加工︱完成︱,过程图如图10所示。 |
 |
| 图10 过程图 |
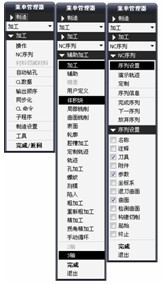
| ②腔槽加工的曲面拾取 分为“模型”“工件”“铣削体积块”“铣削曲面”四个选项,可以根据不同的加工情况进行选取,如图11所示。 |
 |
| 图11 曲面拾取 |
| (6) 走刀轨迹模拟演示 完成NC序列定义后,可以演示刀具的加工轨迹。 在NC序列菜单中,单击“屏幕演示”系统弹出“演示路径”。在“演示路径”菜单中,选择“屏幕演示”,系统弹出“屏幕演示”对话框,单击 |
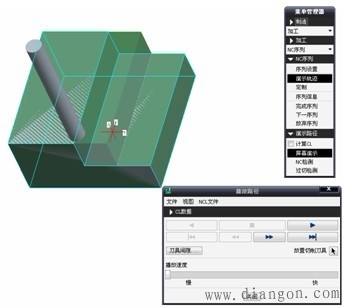 |
| 图12 屏幕演示 |
| (7) 走刀路线图 在这里的走刀路线图,为多层行切,如图13所示。 |
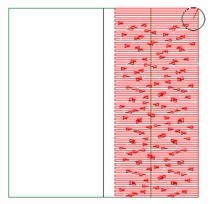 |
| 图13 走刀路线图 |
 UG NX6的功能
UG NX6的功能 Pro/ENGINEER数控车削加工
Pro/ENGINEER数控车削加工 Pro/ENGINEER数控加工的后置处理
Pro/ENGINEER数控加工的后置处理 Pro/ENGINEER 曲面加工
Pro/ENGINEER 曲面加工 Pro/ENGINEER局部加工
Pro/ENGINEER局部加工 Pro/ENGINEER腔槽加工
Pro/ENGINEER腔槽加工电工学习网 ( )
GMT+8, 2021-12-6 20:44