|
今天,写一写我最近处理过的一个传动故障,话说我公司一台进口铝箔分切机,卷取轴是由一台8kw的伺服电动机来控制它的上下移动的位置,结构如图所示,
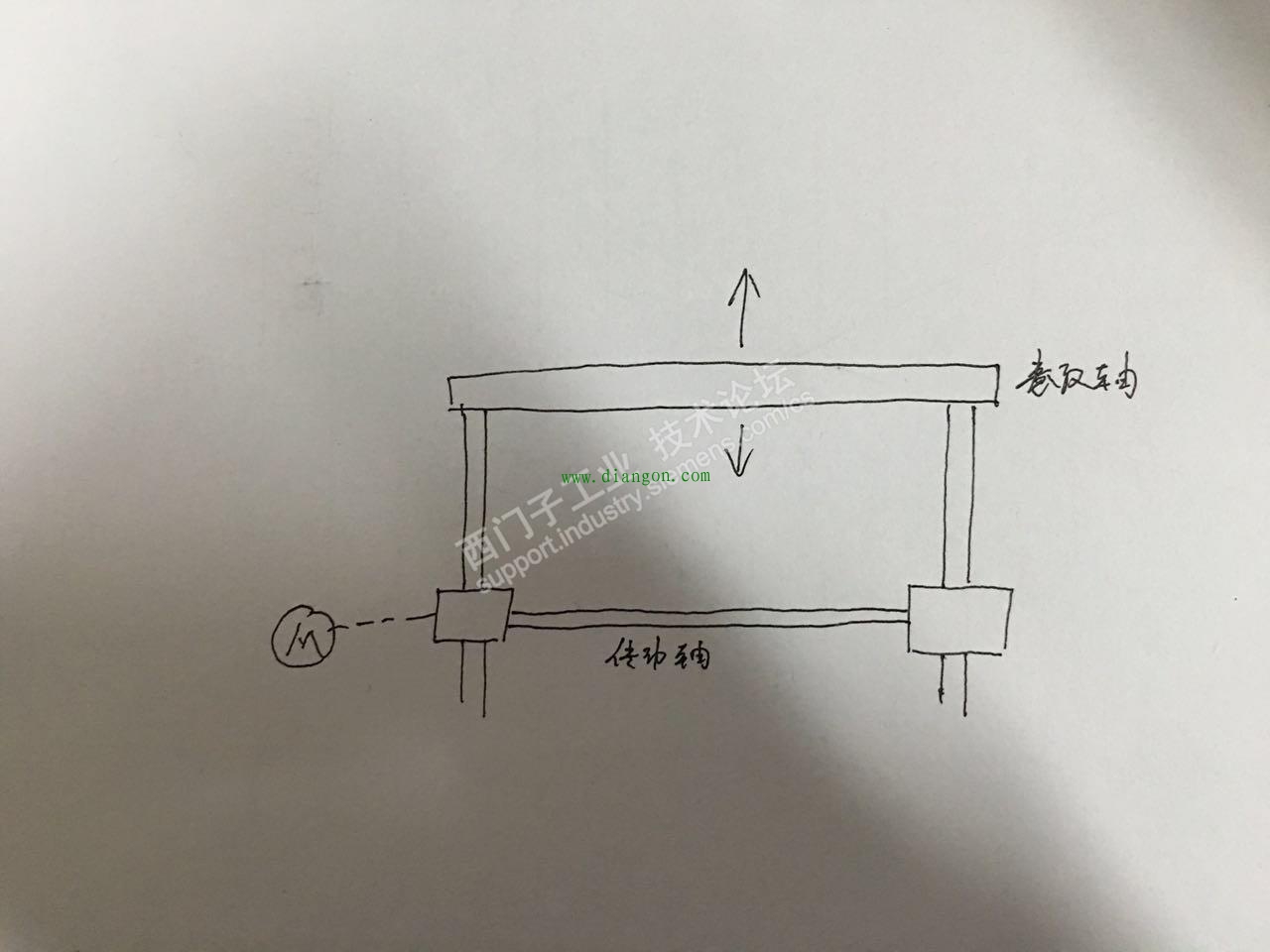
电机安装在一侧,通过一根传动轴的转动动动两侧蜗轮蜗杆实现卷取机的上下移动,位置检测由绝对值编码器控制。
有天中午还在午休,接到当班电工的电话说分切机在运行过程中急停,需要帮助,然后我就立刻赶到现场,发现急停故障已经被电工复位,只能通过hmi的报警信息判断大概故障,故障显示“卷取机定位驱动故障”,但是由于驱动控制器故障已被复位,所以不知道控制起的代码,也无从下手。这时,电工告诉我卷取机在操作上升中起不来,下降没有问题。所以我只能顺着这个线索来。这时**作设备,使卷取机上升,这时发现卷取机无法上升,被卡,而且传动轴有轰隆轰隆的响声,特别大,这是从来没有发生过的现象啊!(卷取机传动轴是铝的,而且是空心的)。然后我就让生产工操作上升,我轻轻给传动轴一点力,卷取机就可以上升,但是中间不能停顿,一旦停下,卷取机又会无法上升。
这时候我第一反应是看电机端有没有问题,我就去检查电机,在生产工操作的过程中我来听电机声音,发现电机抱闸打开的非常顺利,而且在启动时电机有发蒙的声音,感觉带不动负载。我的第一反应是电机应该没有缺相,如果缺相,控制器就会报警,而且只要缺相这个故障就会一直存在,不会是时有时无。最终我叫来机械工程师检查机械部分有没有问题,是不是机械问题引起电机卡死现象。机械检查了两天,发现传动轴的轴承有不好的,于是换了新的,以为故障就此结束,但是事与愿违,轰隆声还是存在。然后他们怀疑是电气抱闸有问题,所以我就把控制电机的小继电器换了一个新的(以前发生过由于继电器触点接触不好导致抱闸打开不畅的问题),但是还是不行。后来我决定把负载脱开,只让电机转动看看,但是电机在不带负载的情况下转动情况良好,没有任何异常。
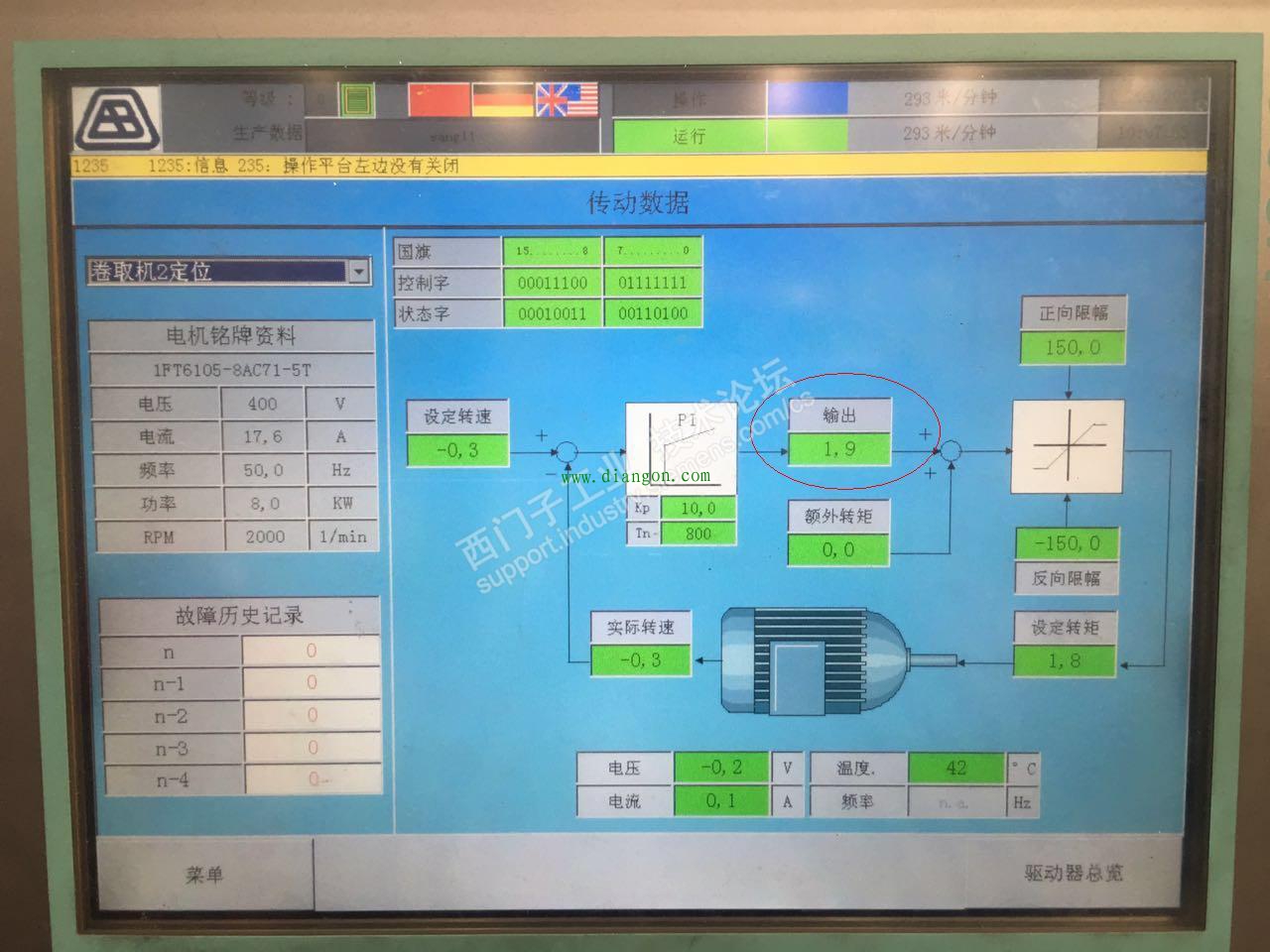
此时,我们都迷茫了,电机转动是好的,机械部分用手转动都不费劲,就没有卡滞的现象。这时我想是不电机带负载能力不够了,决定换一台电机,结果一样的。于是我们机械工程师怀疑蜗轮蜗杆有问题,加了润滑油试车,还是不行,最终决定拆开检查,但是老外的东西,又没有图纸,又没有拆的地方,曹组起来比较困难,此时设备已经停车3天,最后我就还是让机械的等了一会,我打开HMI的电机画面,上面有电机的详细数据,我提升了一下这台设备的卷取机,又看了一下其他设备的卷取机,发现这台设备在卷取机提升时虽然输出转矩已经给到上限,但是电流输出更正常设备差10倍左右,所以我大胆的决定将赐福控制器换一个试试,结果问题一下解决,设备停了4天,最终修好。
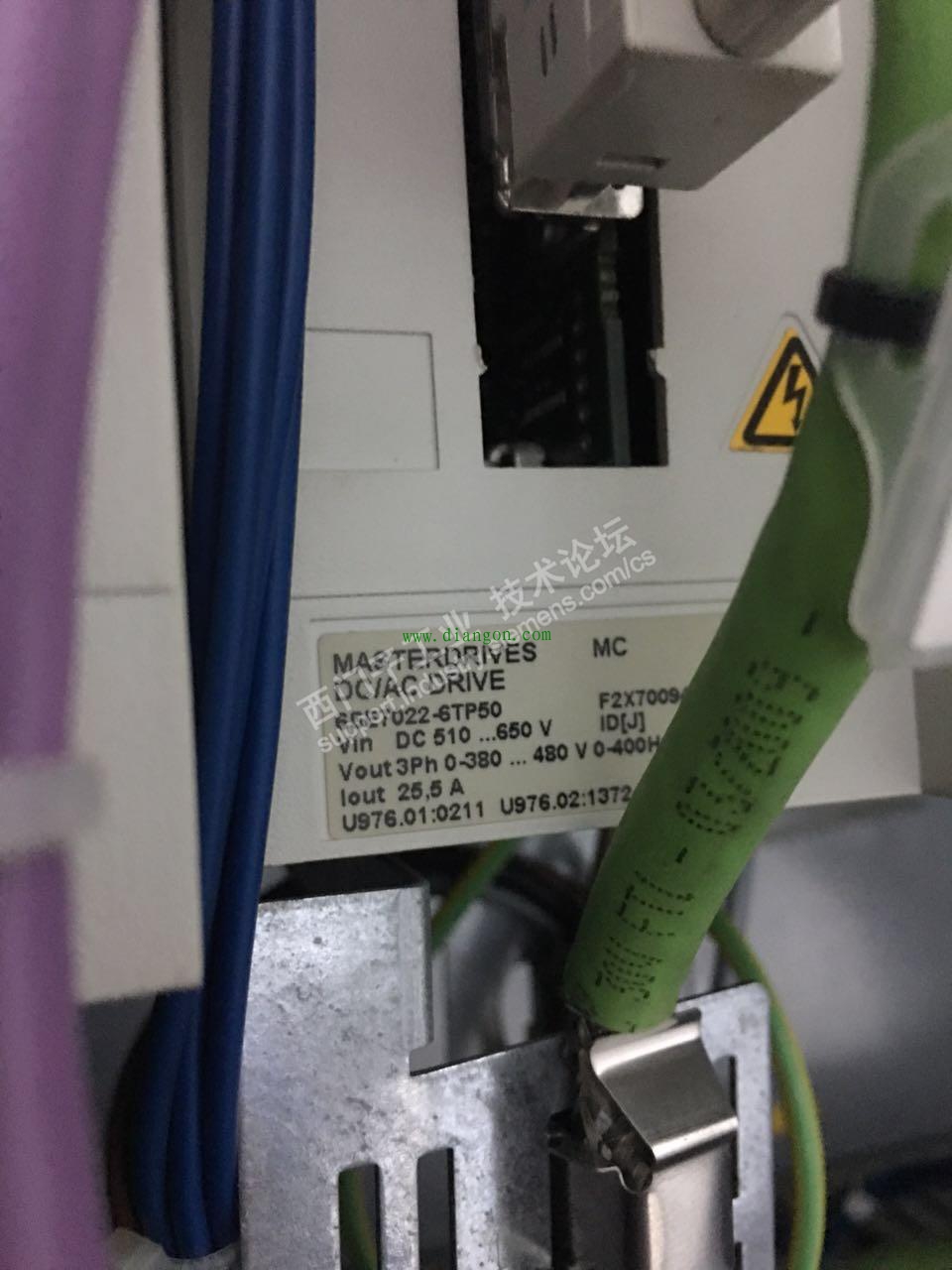
设备正常开车,我就想知道这到底是什么原因,我就把这个控制器装到其他设备,发现现象跟之前一样。第一,我怀疑是不参数被人修改,然后我就把参数重新下载后故障没有消除,所以我判断控制器的IGBT这块板有问题,我就拿来一块好的板子,一换问题解决,那块坏的板子准备拿去修,问题也找到了,传动轴轰隆的响声应该是从电机传出来,经过传动轴放大了(传动轴是空心的)。虽然耗时很长,但是一步一步扎实的排查除了故障,还是很欣慰。控制器型号如下:

总结一下,在故障出现时一定要冷静思考,不能盲目的下决定,电气故障千变万化,踏踏实实逐个公婆。
| 
 电表怎么看度数
电表怎么看度数 插座烧毁原因_插座烧后还可以继续使用吗?
插座烧毁原因_插座烧后还可以继续使用吗? 注册电气工程师考试挂靠,到底富了谁?
注册电气工程师考试挂靠,到底富了谁? 电工证可以“挂靠“吗
电工证可以“挂靠“吗 电工证怎么考?如何自考电工证
电工证怎么考?如何自考电工证 电工证种类和图片大全
电工证种类和图片大全