|
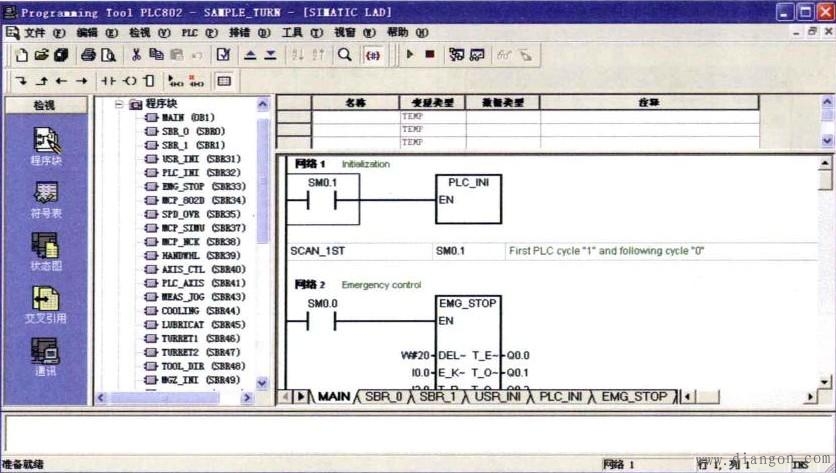
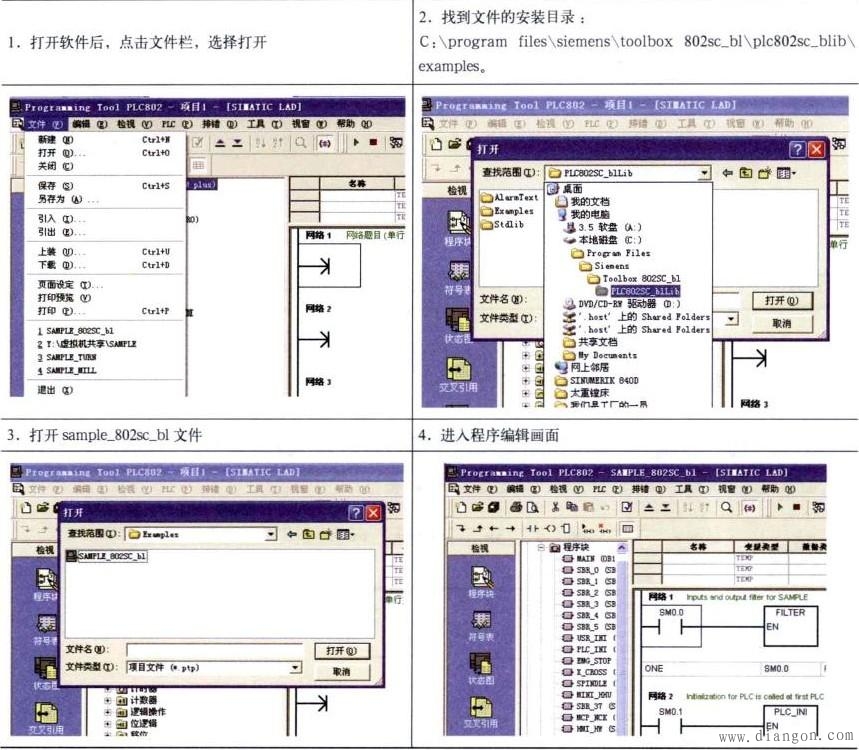
为了将数控系统与机床连接,必须使用plc的编程工具kopaM吨To01PLc802来设计,机床的电气逻辑。该工具软件使用S7—200STEP7—Micro/WIN32 V3.0编程语言。其编程、调试界面如图所示。 软件界面中,浏览条可以选择:梯形图编辑窗口、符号表窗口、状态表窃口、交叉表窗口通讯设定窗口。程序编辑器窗口用于编辑及监控PLC程序。 PLC项目以指令树的形式呈现,包含程序块、指令,可以插入和编辑程序单元。 1.软件介绍 SINUMERIC 802C base line数控系统的随机光盘中带有PLC的编程软件和子程序库,在计算机中安装该软件后,按表步骤进入软件。 项目文件SAMPLE.PTP是利用子程序库SUB—LIBRARY.PTP的子程序搭建的一个完整应用程序,它已经预装在数控系统中了,对于SAMPLE.PTP的控制功能可以覆盖的机床,就不必重新编写PLC程序,只需通过设定相关的PLC参数即可实现控制功能。机床如果有其他的控制要求,也可在SAMPLE.PTP的基础上增加所需要的控制程序。 PLC的控制程序包括主程序和于程序,主程序也即程序的主体(OBl)。在主程序中编辑控制应用程序的指令。主程序的指令按顾序执行。每次执行CPU的一次扫描。子程序是指令的一个选用集,存放在分开的程序块中,仅在被主程序调用时执行。 2.PLC子程序介绍 SAMPLE.PTP子程序表如表所示。
3.子程序完成的功能 (1)PLC初始化(PU2J川I) 激活测旦系统1, 通道和轴接口的倍串生效, 参数有效性检测。 (2)急停处理(EMG-STOP) 急停按钮处理, 驱动2E的通电时序, 驱动器的状态监控。 (3)信号处理(MCP-NCK): 操作方式选择: NC的启动、停止、复位, 主轴手动操作(正转、反转、停止), 轴点动镀处理, 由hmi接口选择手轮。 (4)坐标轴控制(AXLS-CTL): 各轴的使能控制, 硬限位处理或超程, 参考点开关监控。 (5)接触器控制的主轴(SPINDLE) 主轴使能, 主轴手动操作(手动方式下正转、反转、停止), 在自动或MDA方式下,可直接期程M03和MO4,PLC自动在M03和MO4之间加入制动输出, 外部主轴制动控制。 (6)模拟主轴(SPINDLE): 单极性模拟主轴(o-10v)和双极性模拟主轴(+/-10v), 单极性主轴的正使能由Q0.0,负使能由Q0.1引出, 双极性主轴使能由系统的x7(phl7和pin50)引出, 主轴手动操作, 主轴程序控制。 (7)车床刀架控制(TURRETI), 适用于4或6工位层尔元件的简易刀架, 刀架锁紧监控(绷紧时间由PLC参数设定), 刀架到位反馈监控, 换刀过程监控, 换刀时进给停止。 (8)冷却液控制(COOLING): 手动方式下,用户键K6启动或关闭冷却, 自动或MDA方式下,M07.M08启动冷却,MO9关闭冷却, 冷却液位和冷却电动机过载监控。 (9)导轨润滑(LUBRICATION): 用户链K5启动润滑一次, 定时定量润滑(PLC参数设定润滑和间隔时间)。
在对于程序进抒调用时.用于于程序输入的指令有: SMO.0常为“1”、符号定义“0NE”; SM0.1PLC的第一个扫描周期为“1”用于PLC的初始化; M122.0常为“0”,符号定义为“ZER0”。 详尽的子超分使用汉明清参考充量提供的使用手册《PLC子程序库应用指南》
|
 车床的结构与工作原理
车床的结构与工作原理 杠杆百分表的工作原理和使用方法
杠杆百分表的工作原理和使用方法 Z3040摇臂钻床的电气控制原理图
Z3040摇臂钻床的电气控制原理图 数控机床变频器1041报警故障排除过程
数控机床变频器1041报警故障排除过程 数控机床中的PLC编程步骤
数控机床中的PLC编程步骤 X62W型万能铣床结构简图
X62W型万能铣床结构简图电工学习网 ( )
GMT+8, 2021-12-6 21:20