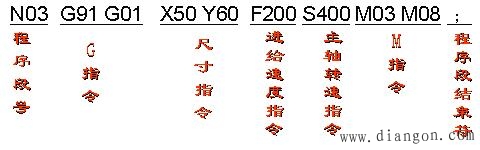
1.ГЬађЕФзщГЩ
ЁЁвЛИіЭъећЕФЪ§ПиМгЙЄГЬађгЩГЬађУћЁЂГЬађЬхКЭГЬађНсЪјШ§ВПЗжзщГЩ,ШчБэ1ЫљЪО ЁЁ
| %0001ЃЛ |
ГЬађУћ |
N01 G92 X50.0 Y20.0 ЃЛ
N02 ЁЁЁЁЁЁЃЛ
N03 ЁЁЁЁЁЁЃЛ ЁЁЁЁЁЁ
N04 ЁЁЁЁЁЁЃЛ
N05 ЁЁЁЁЁЁЁЃЛ |
ГЬађЬх |
| M30 ЃЛ |
ГЬађНсЪј | ЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁБэ1ЁЁЭъећГЬађЕФзщГЩ
ЁЁ ЁЁГЬађУћ ЁЁГЬађУћ
ЁЁЁЁГЬађУћЪЧвЛИіГЬађБиашЕФБъЪЖЗћЁЃ
ЁЁЁЁзщГЩЃКгЩЕижЗЗћКѓДјШєИЩЮЛЪ§зжзщГЩЁЃЕижЗЗћГЃМћЕФгаЃКЁА%ЁБЁЂЁАOЁБЁЂЁАPЁБЕШЃЌЪгОпЬхЪ§ПиЯЕЭГЖјЖЈЁЃ
ЁЁЁЁЪОР§ЃКЙњВњЛЊжаIаЭЯЕЭГЁА%ЁБЃЌШеБОFANUC ЯЕЭГ ЁАOЁБЁЃКѓУцЫљДјЕФЪ§зжвЛАуЮЊ4ЁЋ8ЮЛЁЃШчЃК%2000
ЁЁЁЁГЬађЬх
ЁЁЁЁЫќБэЪОЪ§ПиМгЙЄвЊЭъГЩЕФШЋВПЖЏзїЃЌЪЧећИіГЬађЕФКЫаФЁЃ
ЁЁЁЁзщГЩЃКЫќгЩаэЖрГЬађЖЮзщГЩЃЌУПИіГЬађЖЮгЩвЛИіЛђЖрИіжИСюЙЙГЩЁЃ
ЁЁЁЁГЬађНсЪј
ЁЁЁЁЫќЪЧвдГЬађНсЪјжИСюM02ЛђM30ЃЌНсЪјећИіГЬађЕФдЫааЁЃ
2.ГЬађЖЮЕФИёЪН
ЁЁ
ЁЁЁЁЖЈвхЃКГЬађЖЮжажИСюЕФХХСаЫГађКЭЪщаДЙцдђЃЌВЛЭЌЕФЪ§ПиЯЕЭГЭљЭљгаВЛЭЌЕФГЬађЖЮИёЪНЁЃФПЧАЙуЗКВЩгУЕижЗЗћПЩБфГЬађЖЮИёЪНЃЈзжЕижЗГЬађЖЮИёЪНЃЉ
ЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЭМ1 зжЕижЗГЬађЖЮИёЪН
ЁЁЁЁЕижЗЗћПЩБфГЬађЖЮИёЪНЕФЬиЕуЃК
ЁЁЁЁ ЁЁГЬађЖЮжаЕФУПИіжИСюОљвдзжФИЃЈЕижЗЗћЃЉПЊЪМЃЌЦфКѓдйИњЪ§зжЛђЮоЗћКХЕФЪ§зжЁЃ ЁЁГЬађЖЮжаЕФУПИіжИСюОљвдзжФИЃЈЕижЗЗћЃЉПЊЪМЃЌЦфКѓдйИњЪ§зжЛђЮоЗћКХЕФЪ§зжЁЃ
ЁЁЁЁЁЁжИСюзждкГЬађЖЮжаЕФЫГађУЛгабЯИёЕФЙцЖЈЃЌМДПЩвдШЮвтЫГађЕФЪщаД
ЁЁЁЁЁЁЩЯЖЮЯрЭЌЕФУўЬЌжИСюЃЈАќРЈGЁЂMЁЂFЁЂSМАГпДчжИСюЕШЃЉПЩвдЪЁТдВЛаДЁЃ
3.жїГЬађЁЂзгГЬађ
ЁЁЁЁгаЪББЛМгЙЄСуМўЩЯЃЌгаЖрИіаЮзДКЭГпДчЖМЯрЭЌЕФВПЮЛЃЌШєАДЭЈГЃЕФЗНЗЈБрГЬЃЌдђгавЛЖЈСПЕФСЌајГЬађЖЮдкМИДІЭъШЋжиИДЕФГіЯжЃЌдђПЩвдНЋетаЉжиИДЕФГЬађДЎЃЌЕЅЖРГщГіРДАДвЛЖЈИёЪНзіГЩвЛИіГЦЮЊзгГЬађЕФЖРСЂЕФЕЅдЊЃЌдкдГЬађжаЯргІЮЛжУЪЙгУзгГЬађЕїгУжИСюМДПЩЃЌетвЛВПЗжГЬађГЦЮЊжїГЬађЁЃШчЭМ2-16ЫљЪО

ЭМ2 жїГЬађЁЂзгГЬађ
ЁЁЁЁдкжДаажїГЬађЕФЙ§ГЬжаЃЌШчЙћашвЊдђПЩЕїгУзгГЬађЃЌВЂПЩвдЖрДЮжиИДЕїгУЁЃЖјЧвгааЉЪ§ПиЯЕЭГжавВжЇГжзгГЬађЕФ"ЖрВуЧЖЬз"ЃЌМДзгГЬађПЩвдЕїгУЦфЫќзгГЬађЃЌДгЖјПЩвдДѓДѓЕиМђЛЏБрГЬЙЄзїЃЌЫѕЖЬГЬађГЄЖШЃЌНкдМГЬађДцжќЦїЕФШнСПЁЃ
Р§1ЃК дкФГЙЄМўЩЯвЊЯГГі10ИіМИКЮаЮзДЭъШЋЯрЭЌЕФЬЈНзЃЌШчЭМ3ЫљЪОЃЌПЩВЩгУзгГЬађБрГЬЃК

ЭМ3
ЁЁЁЁO2002
ЁЁЁЁN01 G91 G00 G41 D01 X50 Y35 S400 M03 M08 ЃЛ
ЁЁЁЁN02 M98P01L10 ЃЛ
ЁЁЁЁN03 M02 ЃЛ
ЁЁЁЁ#01
ЁЁЁЁN01 G00 Z-25 ЃЛ
ЁЁЁЁN02 G01 Y60 F100 ЃЛ
ЁЁЁЁN03 X50 ЃЛ
ЁЁЁЁN04 G02 Y-50 J-25 ЃЛ
ЁЁЁЁN05 G01 X-55 ЃЛ
ЁЁЁЁN06 G00 Z25 ЃЛ
ЁЁЁЁN07 X165 Y-10 ЃЛ
ЁЁЁЁN08 M99 ЃЛ
ЁЁЁЁЁЁЁЁгЩЩЯУцЕФГЬађПЩжЊЃЌзгГЬађЪЧзгГЬађУћ(#01)ПЊЪМЃЌвдM99жИСюНсЪјЃЌВЂЗЕЛижїГЬађЦфгрВПЗжЕФБраДгыжїГЬађЭъШЋЯрЭЌЁЃгЩгкВЩгУзгГЬађЃЌЪЙБрГЬДѓДѓЕиМђЛЏСЫЃЌвђДЫЃЌдкЮвУЧЕФБрГЬжавЊбЇЛсЩЦгкдЫгУзгГЬађРДМђЛЏБрГЬЙЄзїЁЃ
| 
 ГЕДВЕФНсЙЙгыЙЄзїдРэ
ГЕДВЕФНсЙЙгыЙЄзїдРэ ИмИЫАйЗжБэЕФЙЄзїдРэКЭЪЙгУЗНЗЈ
ИмИЫАйЗжБэЕФЙЄзїдРэКЭЪЙгУЗНЗЈ Z3040вЁБлзъДВЕФЕчЦјПижЦдРэЭМ
Z3040вЁБлзъДВЕФЕчЦјПижЦдРэЭМ Ъ§ПиЛњДВБфЦЕЦї1041БЈОЏЙЪеЯХХГ§Й§ГЬ
Ъ§ПиЛњДВБфЦЕЦї1041БЈОЏЙЪеЯХХГ§Й§ГЬ Ъ§ПиЛњДВжаЕФPLCБрГЬВНжш
Ъ§ПиЛњДВжаЕФPLCБрГЬВНжш X62WаЭЭђФмЯГДВНсЙЙМђЭМ
X62WаЭЭђФмЯГДВНсЙЙМђЭМ